


農業機械部品
農業機械部品
12 の製造プロセスと 4 つの検査プロセスを備えた当社は、最高級の材料と優れた性能を備えた農業機械部品の一種として、あらゆる種類の色彩選別機部品シュートを世界中の顧客に供給できる唯一のサプライヤーであることを非常に誇りに思っています。



農業機械部品のワンストップソリューション
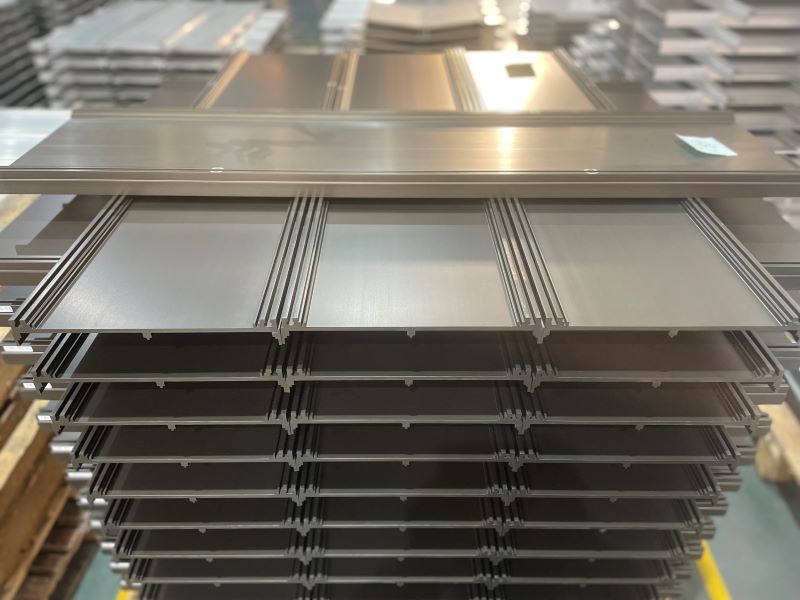
当社は、農業機械部品の製造に 5 軸などの高度な CNC 設備と、アルミニウム陽極酸化農業機械部品を生産するための最新の 4 つの陽極酸化ラインを備えています。
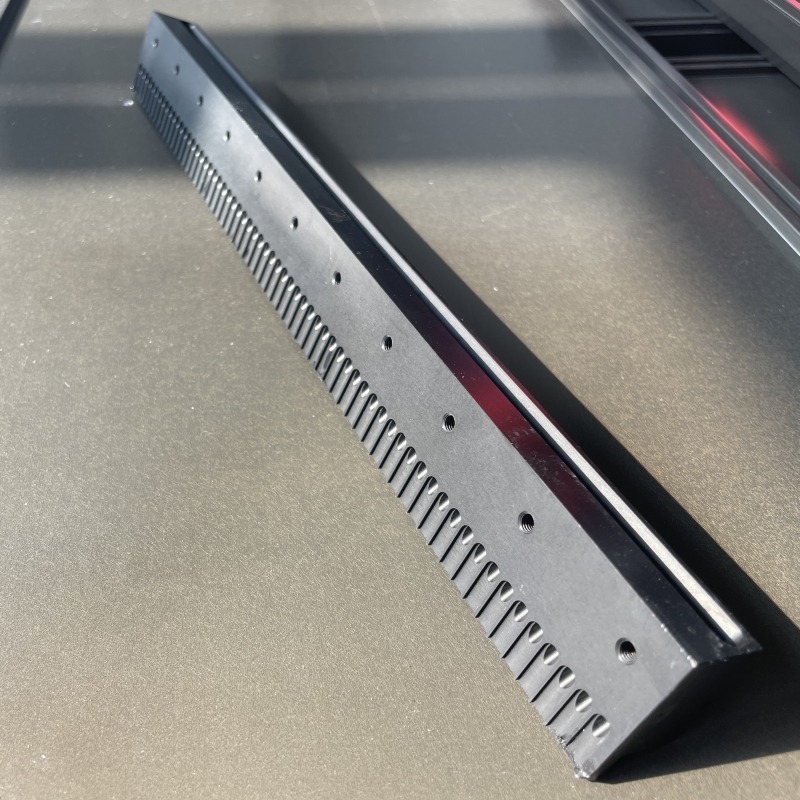
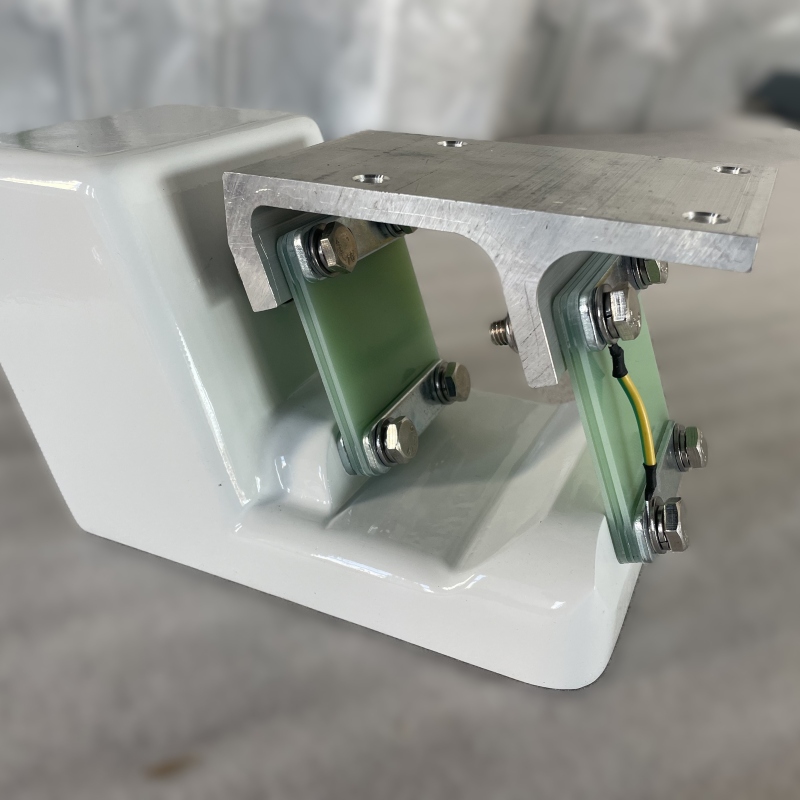
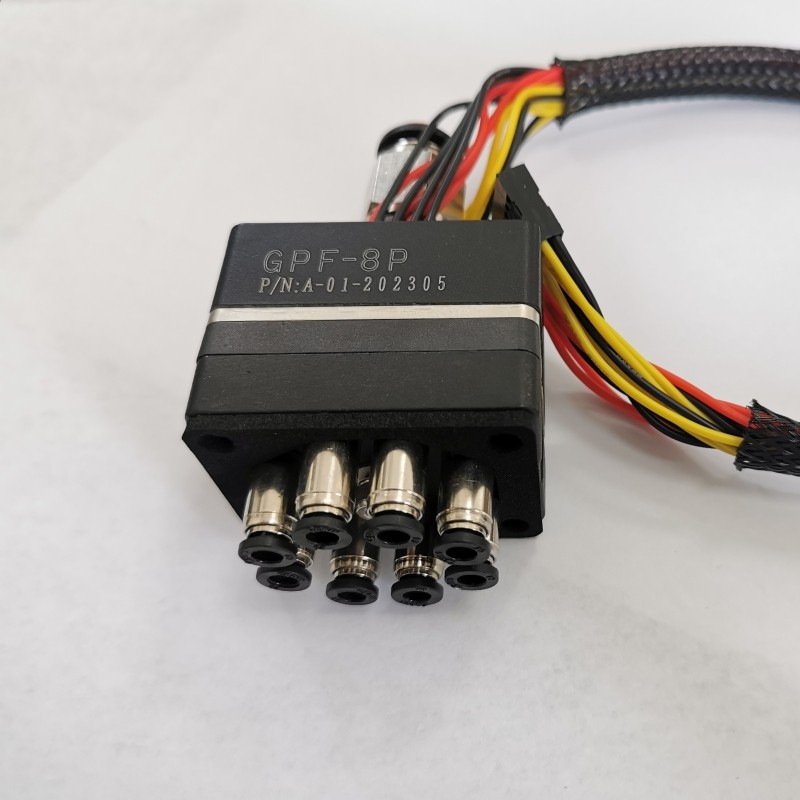
すべての精密機械と当社の経験豊富な従業員は、特に色彩選別機部品、選別エジェクターバルブ、振動フィーダー、穀物エレベーターなど、農業機械部品の要件を確実に満たします。
ここケジェンでは、デジタル制御技術によって農業機械部品の寸法公差と表面品質を精密に完璧に制御できるため、高精度、高効率、高信頼性の高い製造を実現できます。
農業機械部品に関するご要望がございましたら、ぜひお問い合わせください。全力で対応させていただきます。

農業機械部品業界向け機器
当社は20年以上にわたり継続的に機器を購入しており、次のような農業機械部品のカスタマイズされたニーズを満たす完全な加工機械を備えています。
5- アクシスCNCマシン、
酸化生産ライン、
マイクロマシン、
旋盤機械。
掘削機、
フライス盤、
研削盤、
デジタル検出機、
下水処理装置、
完璧なアウトソーシング処理
Kezhen農業機械部品を選ぶ理由
原材料の外観評価、サイズ試験、平坦度試験、真直度試験、陽極酸化試験、粗さ試験などを実施し、色彩選別機部品、選別機エジェクターバルブ、振動フィーダー、穀物エレベーターなど、最高品質の農業機械部品を供給しています。これらの部品は、最高品質責任者(CQO)が監督する品質保証プログラムに100%準拠しています。原材料の購買管理、製造プロセスの最適化、従業員のトレーニングなどを継続的に実施することで、世界中で常に競争力のある販売価格を維持しています。
Kezhen では、均一で高品質の農業機械部品を確実に入手できます。
今すぐお問い合わせをお送りください。
農業機械部品の材料要件
農業機械部品の製造にはさまざまな材料が必要であり、当社はお客様の品質要件を満たすために標準材料に従います。
アルミニウム(Al 6061、Al6063、Al7075、Al 6068、Al 6062など)
ステンレス鋼(SS304、SS316など)
炭素鋼(S55Cなど)
銅
チタン
その他の合金材料
1.陽極酸化槽のセットアップ:電解槽は電解プロセス全体を担い、アルミニウムと陰極が電解槽内に浸漬されます。電解槽は通常、ポリプロピレン、PVC、コーティングされたステンレス鋼などの耐薬品性材料で作られています。陽極を固定するために、電解槽にはラック機構があり、これは均一で制御可能な電力供給のために電気バスバーに接続されます。一方、陰極は別の固定具に保持され、バスバーに接続されます。陽極酸化槽のセットアップ時には、槽のサイズ、バスバーの容量とラックへの安全な接続、陰極と陽極の面積比(1:1または1:3)、電解液中の不純物のろ過など、さまざまな要素を考慮する必要があります。
2.酸性溶液の制御:酸性溶液の温度と濃度は、陽極酸化層の厚さと品質に直接影響します。酸濃度が高いと層の成長速度は速くなりますが、表面が粗くなったり、焼けてしまったりする可能性があります。そのため、溶液のpH値を監視する必要があります。pH値に変化が生じた場合は、プロセスに設定された標準pH値に従って、緩衝溶液または中和溶液を追加してください。
3.陽極酸化層とその厚さの管理:陽極酸化層は、電解液中の酸素イオンが金属表面に移動し、金属原子と反応することによって形成されます。したがって、層の成長と厚さは、金属と酸素イオンの濃度に影響を与える要因に大きく左右されます。例えば、温度、電流密度、時間、酸濃度などです。そのため、厚さの要件やその他の表面仕上げ特性を考慮して、すべての処理パラメータを設定する必要があります。
4.陽極酸化槽のメンテナンス:陽極酸化処理が進むにつれて、浴中には金属塩の残留物や溶解した化学物質などの不純物が蓄積し始めます。さらに、金属イオン濃度は標準値(理想的には20g/L未満)よりも高くなる傾向があります。これらの不純物は処理効率と全体的な品質に影響を与えます。したがって、不純物のろ過、pHの維持、適切な攪拌、およびイオン濃度の維持が非常に重要です。
1. 準備と洗浄: 均一で滑らかな表面は、陽極酸化層を塗布するために不可欠です。これは、機械的処理と化学的洗浄によって実現できます。研磨などの機械的表面処理 そして 研磨 それ 表面の凹凸や欠陥を取り除きます。アルカリ性または酸性洗浄では、グリース、油、汚れ、その他の汚染物質を除去し、その後、脱イオン水ですすいで残留洗浄剤を除去します。したがって、エッチングをさらに洗浄して薄い表面層を剥がし、均一なマット効果を生み出すことができます。.
2. 電気化学プロセス:次に陽極酸化処理を行う部分を陽極とし、もう一方の高導電性金属を陰極として、両方を電解槽に浸します。この電解装置に電流が流れると、陽極が酸化されて電子を失います。電解プロセス中に金属表面が酸化され、緻密な酸化皮膜が形成されます。この酸化皮膜は非常に硬く、金属をそれ以上の腐食から保護します。
3. 着色(オプション):酸化皮膜が形成された後、染色することで金属表面に異なる色を与えることができます。
4. シーリング:シーリングによって、酸化皮膜の耐食性および耐摩耗性をさらに向上させることができます。
陽極酸化処理は表面処理です 処理 陽極酸化処理は、電気化学プロセスによって基材表面に薄い保護酸化膜を形成し、表面粗さ(Ra)を0.5µmまで低減した、滑らかで均一な表面処理を実現する手法です。陽極酸化処理により、アルミニウム合金、マグネシウム合金、チタン合金製の付属品の強度、耐食性、耐摩耗性、および美観を向上させることができます。
陽極酸化処理は幅広い用途があり、医療機器、電子通信機器、自動車部品、航空宇宙、農業機械など、さまざまな産業で広く利用されています。
1000:1050,1070 アルミニウム
特性:高純度アルミニウム、導電性、熱伝導性、耐腐食性。
用途:導電性材料、熱交換装置、化学装置配管
2000:2011、2014 2017、2117 2024 アルミニウム
特性:優れた加工性、高強度、低耐食性
用途:ジュラルミンは切削用材料、部品やネジなどの構造用材料、航空機用材料、鍛造用材料、自動車やバイクの油圧部品、スポーツ用品などの総称です。
3000:3003、3203 アルミニウム
特性:純アルミニウムよりも耐熱性に優れ、強度が高く、耐腐食性も良好です。
用途:化学装置配管、熱交換装置、コピー機用感光体シリンダ。
4000:4032 アルミニウム
特性:耐熱性と耐摩耗性に優れている
用途:VCR磁気ヘッド、ピストン部品、鍛造。
5000:5052,5056 アルミニウム
特性:中程度の強度、耐腐食性、良好な溶接性
用途:化学工業配管、機械部品、カメラレンズ鏡筒。
6001アルミニウム
特性:中強度構造用アルミニウム
優れた耐食性、溶接性、加工性を備えた合金
用途:車両、船舶、海上輸送機器、道路資材・建築資材、スポーツ用具など。
6003アルミニウム
特性:耐腐食性、良好な表面処理、ほとんどの押し出し材料に対する優れた押し出し特性
用途:建築資材、建設資材、装飾資材、家電資材、その他一般製品。
7003アルミニウム
車両、自動車、機関車部品の溶接用中強度構造アルミニウム合金
7005アルミニウム
特性: 超ジュラルミン、最高強度合金、耐腐食性、溶接可能な高強度材料。
用途:航空機等の機械部品、スポーツ器具等
9000アルミニウム
高性能アルミニウム合金は、特殊な元素(希土類元素など)を添加して、優れた性能や特定の特殊な特性を備えています。







ニュースレター登録
弊社からの限定オファーにご登録ください
 日本語
日本語 English
English español
español 한국의
한국의 IPv6 ネットワークサポート
IPv6 ネットワークサポート

